Takt Time Vs Cycle Time
The method to calculate the Number of Resources
There could be 2 misunderstandings about how to calculate the Number of Resources that are needed to run a production line or manufacturing cell.
When you implement a standard workyou have to consider that a Takt Time (TT) is based on customer demand must first be established for the area in question, for example 30 seconds TT, this is equal to set a rate of 120 UPH (Units per Hour).
Therefore; the next question is how many workers are needed in the manufacturing area at this rate?
The answer depends on the total LABOR CONTENT in the area and its relation to demand (TT).
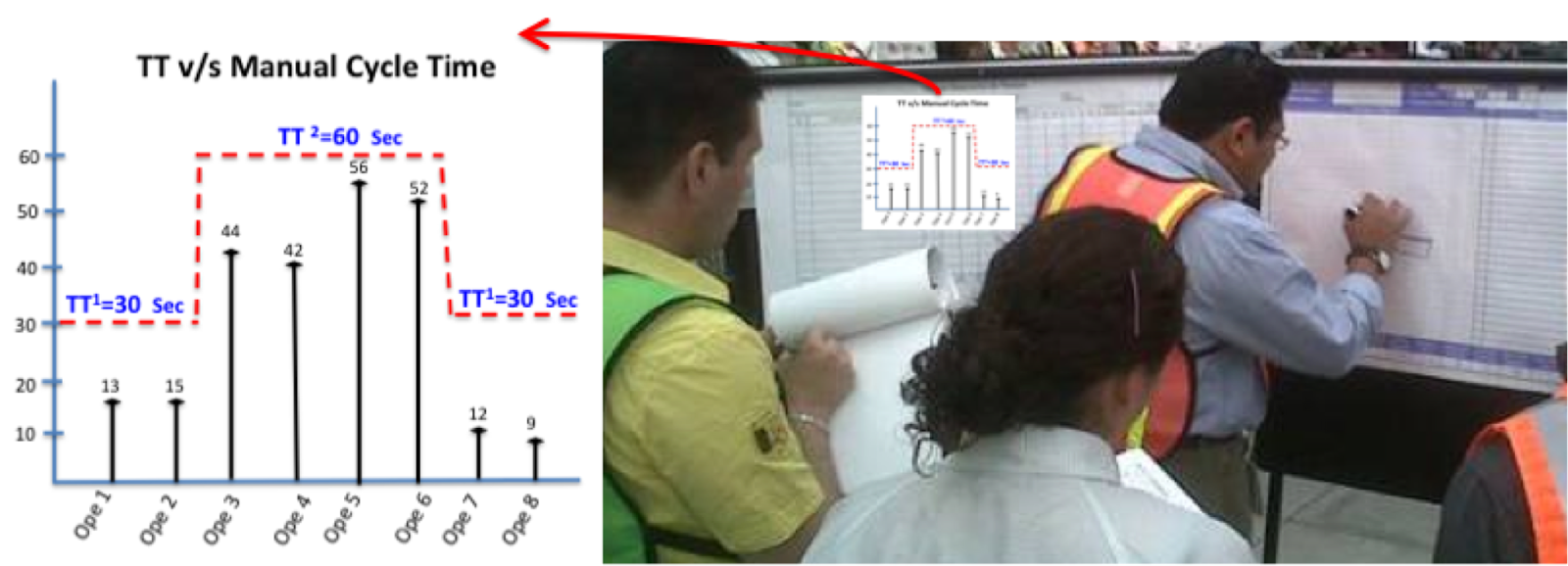
It’s also known as graph of “Takt Time vs Manual Cycle Time”, in many industries.
The more work content, the greater the number of workers that will be required; the less overall work content, the fewer workers that are needed.
Misunderstanding 1:
I have found there is a misunderstanding of Overall Work Content, many people take the Cycle Time complete (Machine + Manual) wich is not right, they must use the “Manual” Overall Work Content (Total Manual Cycle Time)
Here is a PRACTICAL EXAMPLE:
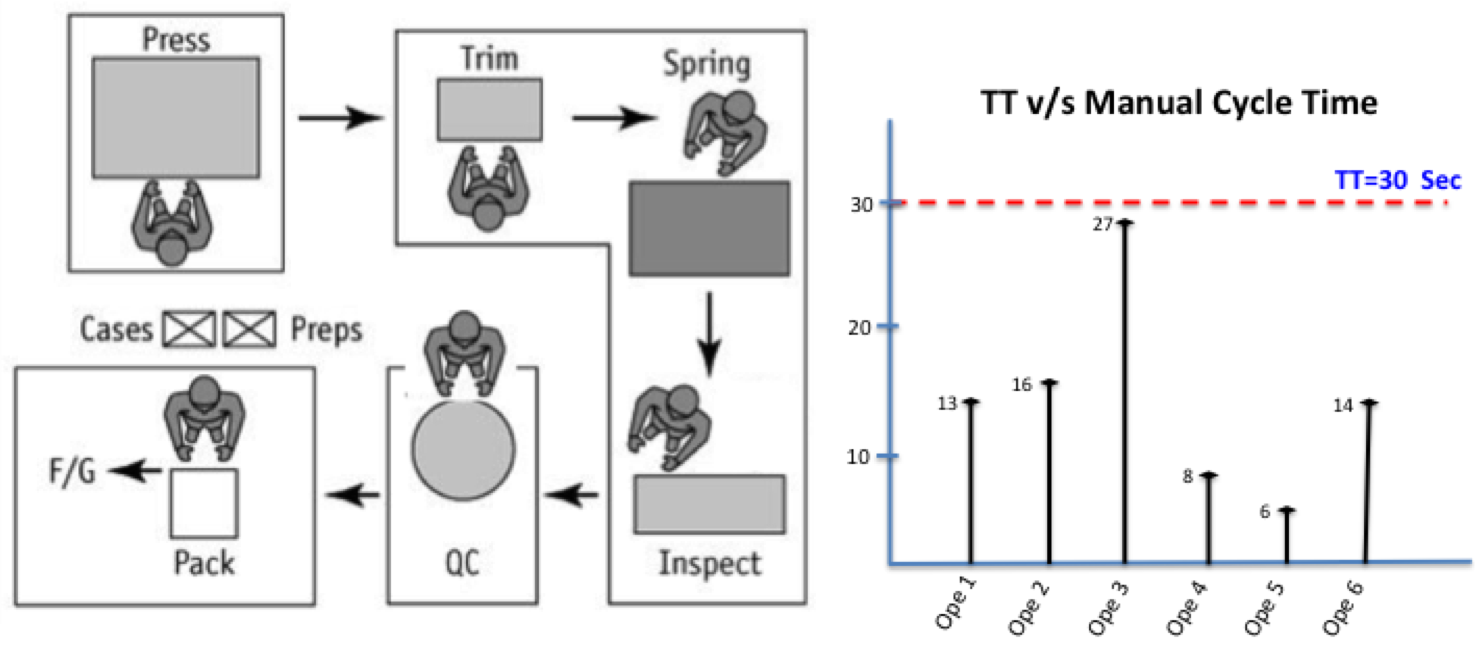


The calculation shows that is possible to run this Manufacturing Cell with just 3 operators.
Misunderstanding 2:
There is another misunderstanding about the representation of TT, many people don’t understand this concept how to interpret and calculate the Number of Resources when they have operators working in parallel.
For example; when there are operations that are not possible to be separated, the activity must be done from the beginning to the end by one operator at time; and if the cycle time is greater than Takt Time; then you need to use more than one operator to cover the rate needed, this means to have two or more operators working in parallel, for this case the Takt Time must be different.
You should never use the average of those operators as the Manual Work Content, you need represent as it is and make the calculations using other Takt Time equivalent.
Here is a PRACTICAL EXAMPLE:
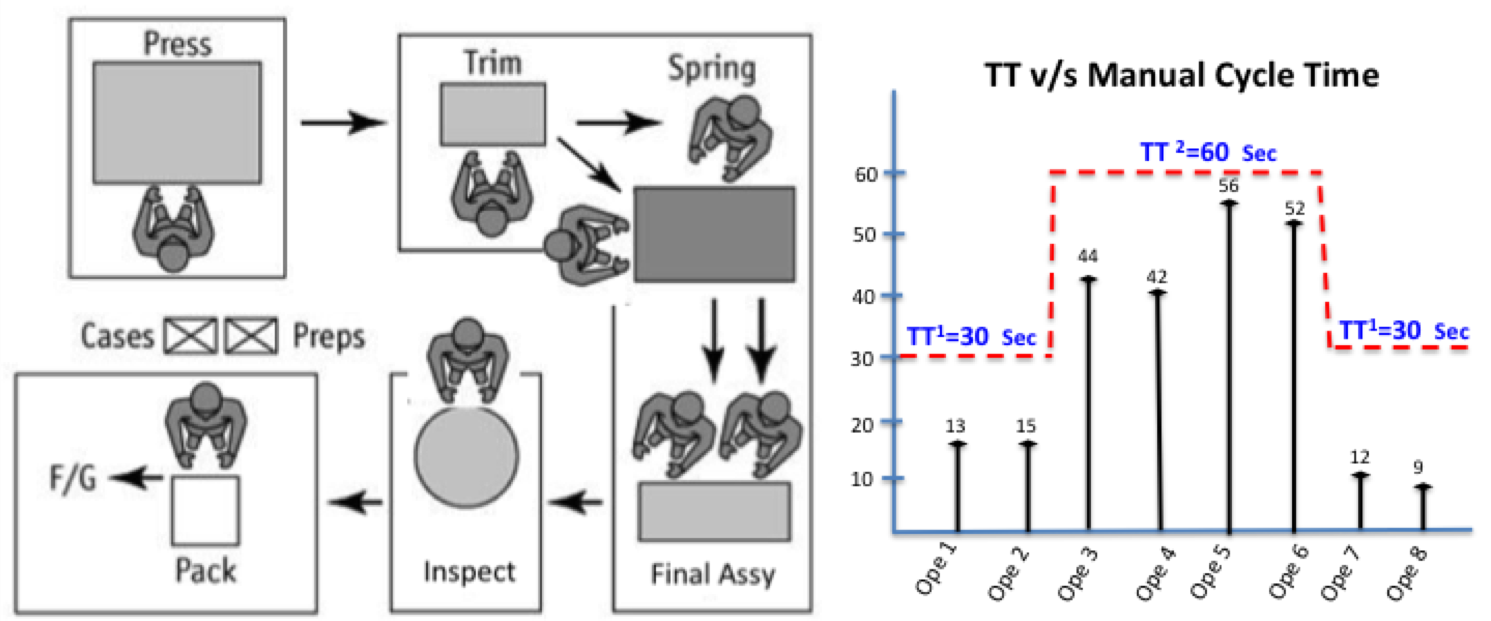

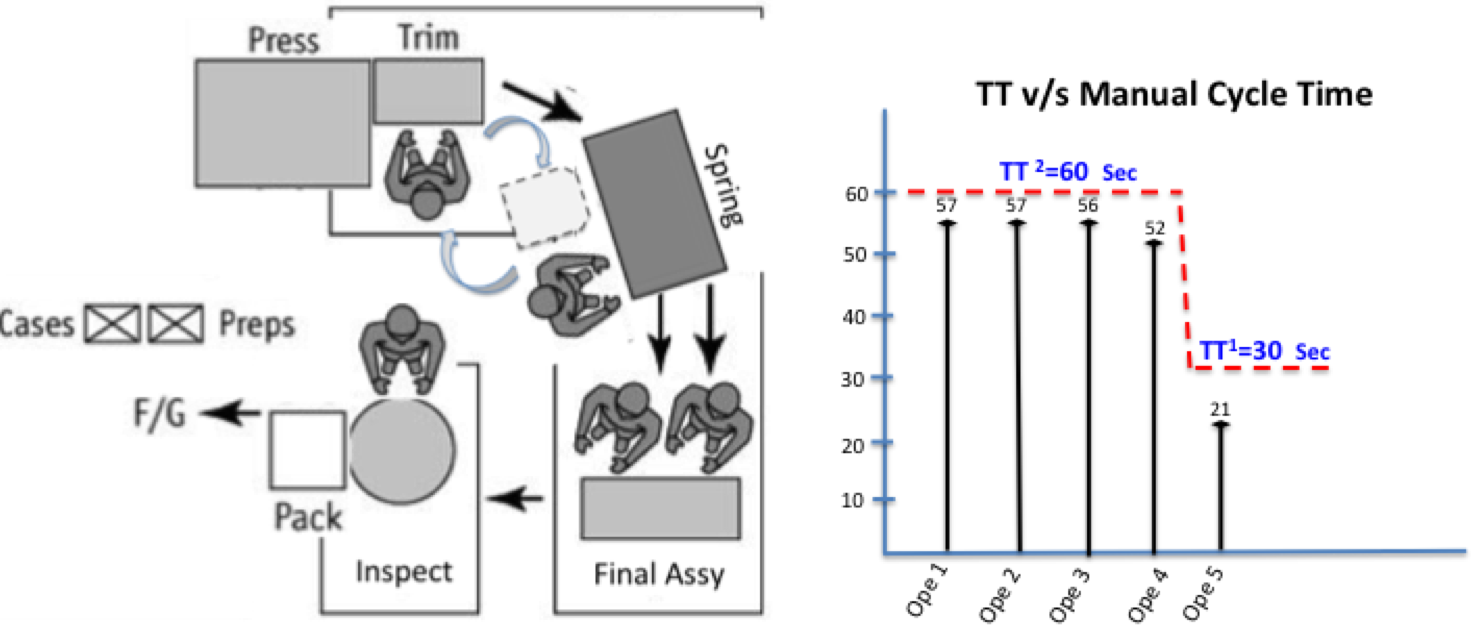
The calculation shows that is possible to run this Manufacturing Cell with just 5 operators; please note that here there is two Takt Times, but do not get confuse at the end the Cell will run at 30 Seconds of Takt Time; equivalent to 120 UPH.
